

Built for Submersion
The PMCM-E Series is a dedicated permanent magnetic chuck.
It is specifically suitable for Sink EDM (Electrical Discharge Machining) and Spark Erosion processes.
This series is designed to operate fully submerged in dielectric fluid.
Meanwhile, maintain long-term precision and corrosion resistance.
The “Flush-Through” Advantage
EDM processes generate significant amounts of metallic sludge (swarf) and carbon buildup.
The PMCM-E features a specialized Integrated Flushing Port.
It connects your dielectric pump to the side nozzle.
And the chuck facilitates the flushing of oil/fluid across the workpiece interface.
This actively removes conductive sludge (the “dirt mass” mentioned in generic specs).
Prevent secondary discharge.
And ensures the workpiece sits perfectly flat against the reference surface.
Key Technical Features
Hermetically Sealed:
The internal magnetic system is fully encased in a watertight, oil-proof structure.
So it prevents fluid ingress, even under high tank pressure.
Thermal Stability:
As a permanent magnet, it generates zero heat during operation.
This is critical for EDM.
Because thermal expansion must be eliminated to maintain micron-level tolerances.
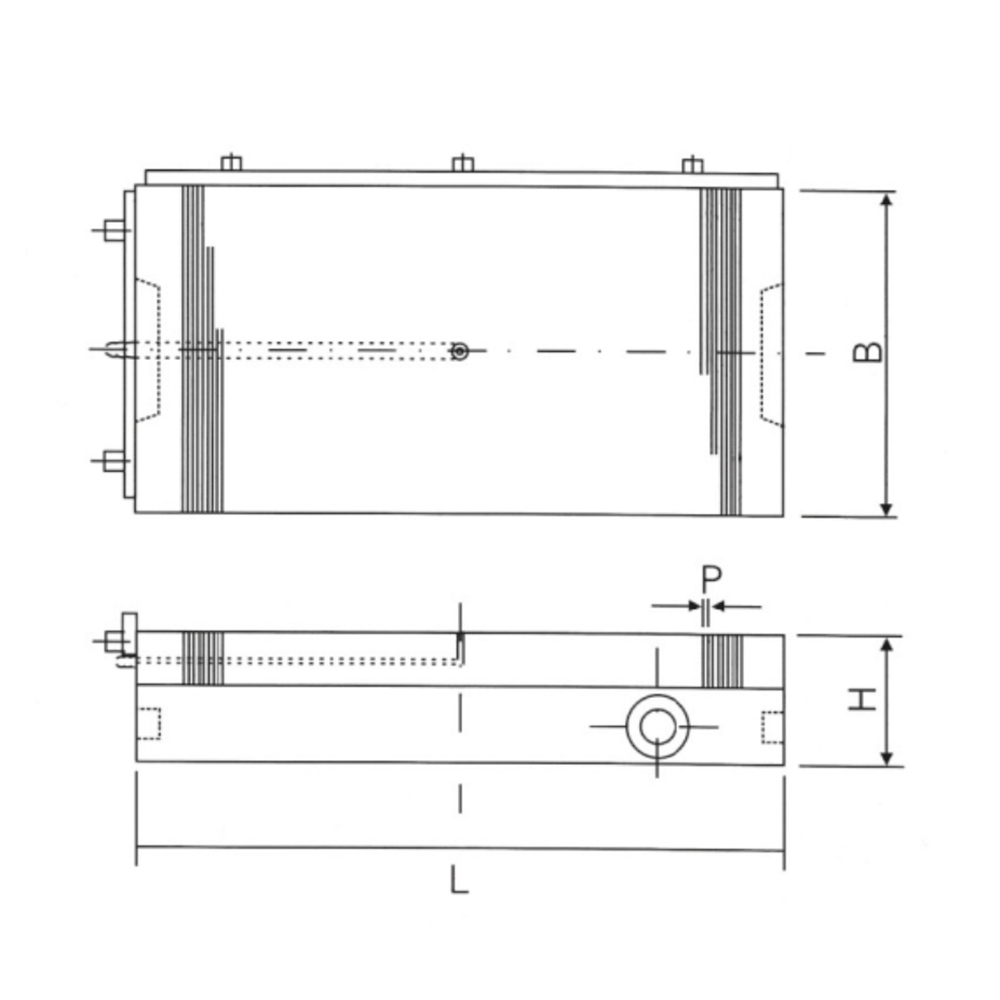
Fine Pole Pitch:
Available in fine steel/brass laminations (0.5+1.5 mm or 1.0+3.0 mm) to securely hold small, intricate electrodes or workpieces.
Technical “Pro-Tips”
1. Solving the “Sludge” Problem
In standard magnetic chucks, magnetic particles (sludge) tend to cluster around the poles.
It is difficult to clean the surface between cycles.
The PMCM-E is designed with a specific magnetic circuit.
It creates “low residual magnetism.”
When you switch the chuck off, the sludge releases instantly.
Allow the flushing system to wash it away.
This drastically reduces the “Clean-up time” between parts.
2. Why 80 N/cm² is Perfect for EDM
You might notice the holding force (80 N/cm2) is slightly lower than our heavy milling chucks.
This is intentional.
EDM does not involve heavy cutting shear forces like milling.
Instead, the priority is magnetic flux uniformity.
The PMCM-E prioritizes a consistent, even hold across the entire face.
The purpose is to ensure the workpiece acts as a perfect electrical ground.
This is essential for stable sparking.
3. Material Compatibility
The top plate has a Steel and Brass lamination.
Brass is non-magnetic, acting as the separator.
We choose this specific combination.
Because it offers the best wear resistance against the abrasive nature of dielectric fluid flow and carbon particles.
Standard Supply Package
1). 1x PMCM-E EDM Chuck: Specialized submerged unit.
2). 1x Fluid Fitting / Nozzle: Quick-connect fitting for dielectric hose attachment.
3). 1x Activation Handle: Removable hex key (watertight seal entry).
4). Reference Stops: Precision-ground side and back rails for part alignment.
Application Scenarios
– Sink EDM / Die Sinking: Manufacturing complex mold cavities.
– Wire EDM (Submerged): Holding base plates for wire cutting.
– Precision Grinding: Can also be used for light grinding where fluid flushing is required to keep the stone clean.



